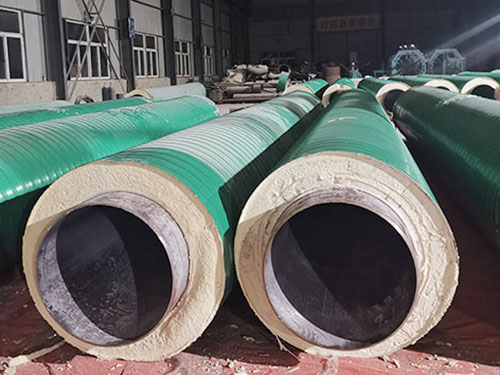
钢套钢蒸汽保温管的保温层厚度目前没有标准的规定,这主要取决于设计院给的数据。如何设计院没有给出准确的数据一般是根据以下几个因素确定厚度:热价、介质温度、空气计算温度、防结露温度。保温层材料为密度60kg/立方米至80kg/立方米的硬质聚氨酯泡沫,充足添满钢管与套管之间的间隙,并具有的粘接强度,使钢管、外套管及保温层三者之间形成一个的整体。通常情况下保温层厚度一般是2公分,常见的有5公分。
钢套钢蒸汽保温管比较简单的是采用玻璃棉保温层,生产工艺简单,周期短。而另一种复合型钢套钢蒸汽钢套钢蒸汽保温管制作周期较长且生产工艺复杂,主要此类钢套钢蒸汽钢套钢蒸汽保温管的保温材料是硅酸铝与硅酸钙复合结构,硅酸铝与硅酸钙经过手工缠绕、捆绑来固定在工作钢管上面,这就增加了生产的工期与钢套钢蒸汽钢套钢蒸汽保温管的价格,其实材料费并不算太高,价格主要集中在管材和人工费用上面,两个工人搭配制作,每日可生产成品10-13支,也就是100米左右。所以在采购钢套钢蒸汽保温管方面,为不耽误施工期,可提前定制采购计划。
钢套钢蒸汽保温管的实用性:
1、具有的性能。
2、具有优良的物理性能。
3、不怕化学腐蚀、不怕土壤和海洋生物腐蚀,不怕阴剥离。
4、不怕候性不错,适用沙漠、盐碱等苛刻环境。
5、机械强度与钢管相同。
6、卫生、不积垢,不滋生微生物、流体品质。
7、管壁光滑、提升输送速率、使用寿命不错。
8、安装工艺成熟、方便。
钢套钢蒸汽保温管的应用普遍,民间以来一直处于部门分割管理的状态,各行的钢套钢蒸汽保温管制造、安装、检验、运行管理等的各个环节自成体系,而且稳定技术不一,钢套钢蒸汽保温管的稳定管理相对于钢套钢蒸汽保温管锅炉、钢套钢蒸汽保温管压力容器在法律、法规、标准趋于。
如何达到钢套钢蒸汽保温管的焊接要求?
1、采用外控或内控辊式成型。
2、内焊和外焊均采用林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
3、成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
4、采用焊缝间隙控制装置来焊缝间隙达到焊接要求,管径,错边量和焊缝间隙都严格的控制。
5、采用电接点压力表控制输送机两边压下油缸的压力,了带钢的平稳输送。
6、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
7、带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
钢套钢蒸汽保温管焊接工艺及要求:
1、预焊前先检验坡口尺寸,包括间隙、钝边、角度及错口等是否符合工艺要求。
2、根据焊接工艺规程复核焊丝和焊剂的规格是否正确,防止错用焊丝和焊剂而造成焊接事故。
3、对焊接环境进行监督,当焊接环境不好(温度低于0℃、相对湿度大于90%)时应采取相应措施后进行焊接。
4、监督焊接人员在埋弧自动内外焊接时充足利用钢套钢蒸汽保温管管端引弧板长度,增加内外焊接时引弧板的使用速率,这有助于提升管端焊接。
5、监督焊接人员在补焊时是否先将熔渣清理干净、是否已全部处理接头,坡口处是否有油、铁锈、渣、水、漆等污物。
6、在埋弧自动内外焊接过程中选用的焊接电流、焊接电压、焊接速度等工艺参数是否正确。