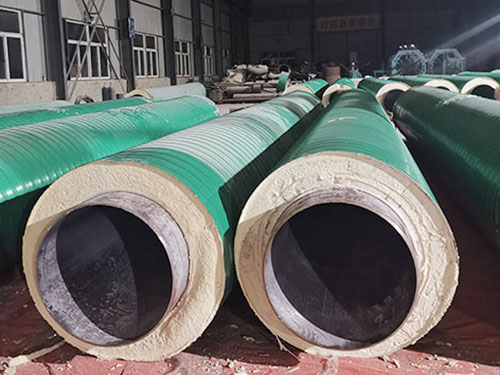
在工业管道防腐区域,环氧粉末防腐管凭借其优良的防腐性能被普遍应用。而涂层厚度作为衡量防腐效果的关键指标之一,其检测工作重要,直接关系到管道的防腐质量和使用寿命。
检测前准备
在进行环氧粉末防腐管涂层厚度检测前,需做好充足准备。起先要确定检测仪器处于良好状态,常用的检测仪器有磁性测厚仪和涡流测厚仪等。对于磁性测厚仪,要检查其探头是否好用,显示屏是否正常显示;对于涡流测厚仪,要确认其校准是否准确。同时,要对检测人员进行技术培训,使其熟悉检测仪器的操作方法和检测标准,掌握正确的检测技巧,避免因操作不当导致检测结果不准确。
此外,还需对待检测的防腐管进行外观检查。查看涂层表面是否平整、光滑,有无气泡、裂纹、流挂等缺陷。若涂层表面存在明显缺陷,可能会影响涂层厚度的均匀性,此时应先对缺陷部位进行标记,以便后续主要检测和分析。并且,要清理防腐管表面的灰尘、油污等杂质,检测时探头与涂层表面良好接触,提升检测的准确性。
检测方法选择
根据防腐管的材质、形状和检测要求,选择适当的涂层厚度检测方法。磁性测厚仪适用于具有铁磁性基体的防腐管,其原理是利用磁性探头与铁磁性基体之间的磁引力来测量涂层厚度。当探头与涂层表面接触时,磁引力的大小与涂层厚度有关,通过测量磁引力即可计算出涂层厚度。该方法操作简便、速度不慢,适用于大面积的涂层厚度检测。
涡流测厚仪则适用于非铁磁性基体或铁磁性基体上非磁性涂层的检测。它利用电磁感应原理,当探头靠近涂层表面时,会在涂层中产生涡流,涡流的大小与涂层厚度有关,通过测量涡流的变化来确定涂层厚度。涡流测厚仪具有精度不错、对基体材质要求不严格等优点,但检测速度相对较慢。
检测过程要点
在检测过程中,要正确选择检测点的位置和数量。检测点应均匀分布在防腐管的表面,包括管端、管身等不同部位。对于管端部位,由于涂层施工时可能存在厚度不均匀的情况,应适当增加检测点的数量。在检测时,要确定探头垂直于涂层表面,轻轻按压探头,使其与涂层表面紧密接触,避免因探头倾斜或接触不良导致检测结果偏差。
每检测完一个点,要及时记录检测结果,并对检测数据进行初步分析。若发现某个检测点的涂层厚度明显偏离正常范围,应在该点周围进行加密检测,以确定是否存在局部涂层厚度不均匀的问题。同时,要注意检测环境的稳定性,避免在强磁场、高温、潮湿等恶劣环境下进行检测,以免影响检测仪器的性能和检测结果的准确性。
检测结果分析与处理
检测完成后,要对检测结果进行全部分析。将检测数据与相关标准进行对比,判断涂层厚度是否符合要求。若涂层厚度整体符合标准,但存在个别点厚度不足或超厚的情况,应分析原因。厚度不足可能是由于施工时涂层喷涂不均匀、涂层材料用量不足等原因导致;厚度超厚则可能是施工操作不当、喷枪压力过大等原因造成。
对于厚度不符合要求的防腐管,要根据具体情况采取相应的处理措施。对于厚度不足的部位,可以进行补涂处理,涂层厚度达到标准要求;对于厚度超厚的部位,若不影响防腐性能和使用稳定,可不做处理,但若超厚严重,可能会影响管道的安装和使用,应进行适当的打磨处理。通过严格的涂层厚度检测和处理措施,能够确定环氧粉末防腐管的防腐质量,为管道的稳定运行提供确定。