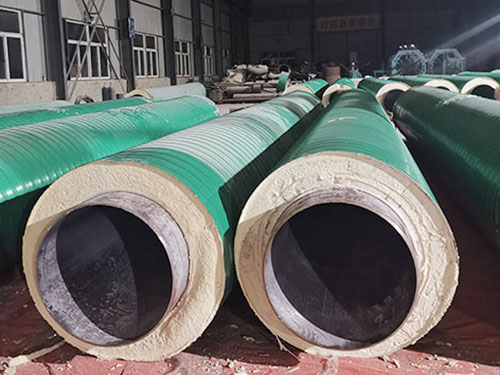
单层环氧粉末防腐管作为油气输送、城市管网等区域的核心防腐材料,其生产需严格遵循我国标准与工艺规范,涂层均匀性、附着力及不易腐蚀性能达标。以下从技术标准、生产流程、质量控制三个维度解析其生产体系。
一、技术标准与核心参数
1.标准与行业规范
涂层厚度:GB/T23257-2017规定,普通级防腐层厚度≥300μm,增加级≥400μm,且85%测点需达标,小厚度不低于设计值的85%。
附着力要求:按SY/T0315-2013标准,涂层需通过划格试验(ASTMD3359),0级脱落面积≤5%,1等级脱落面积≤15%。
蚀性能:需通过30天盐雾试验无剥离,阴剥离试验(65℃、1.5V直流电、24小时剥离半径≤8mm)验证层间结合力。
机械强度:抗冲击强度需达到-30℃下1.5J无针孔,25℃下≥18J无裂纹,适用于穿越公路、铁路等复杂工况。
2.材料性能指标
环氧粉末特性:密度1.3-1.5g/cm³,不挥发物含量>.4%,磁性物质含量<0.002%,确定涂层致密性。
固化参数:230℃下胶化时间≤30秒,固化时间≤1.5分钟,避免因固化不足导致涂层脆化。
不怕温范围:适应-30℃至80℃环境,高温型(H型)可长期不怕受80℃介质,适用于供热管道等场景。
二、生产符合标准流程
1.原材料检验与预处理
钢管检验:逐根目视检查裂缝、锈蚀等缺陷,螺旋钢管需修理扁口,管端圆度误差≤0.5%D(D为管径)。
表面处理:采用喷砂除锈达Sa2.5级,锚纹50-80μm,清洁度符合ISO8502-3标准,去掉油污、灰尘等污染物。
微尘处理:使用旋风吸尘器二次清洁表面,4小时内完成环氧粉末喷涂,避免返锈。
2.防腐层施工
中频预热:通过KGPS-750uw中频机加热至220-240℃,使用红外测温仪实时监控,温度偏差≤±5℃。
静电喷涂:采用40-120kV高压静电喷枪,出粉量50-100g/min,喷涂厚度由螺旋测微仪反馈并动态调整。
固化成型:利用钢管余热完成固化,避免二次烘烤,特别工况下可增加180℃烘烤5分钟。
3.冷却与后处理
循环水冷却:采用逐段分次冷却方式,水温≤60℃,避免急冷导致涂层开裂。
管端修磨:预留100-120mm非防腐区,聚乙烯层端面倒角≤30°,防止层间剥离。
标识喷码:打印管号、防腐等级等信息,便于质量追溯。
三、全过程质量控制
1.在线检测与数据记录
厚度检测:每根管随机取3个位置,每个位置测4点,使用磁性测厚仪(精度±2μm)与特别波测厚仪(精度±1μm)交叉验证。
针孔检测:按5V/μm计算电压(如400μm涂层对应2000V),外径<325mm管道每米漏点数≤1个,外径≥325mm管道每平方米漏点数≤0.7个。
数据留存:每批次记录钢管编号、涂层厚度、检测结果等信息,建立全生命周期质量档案。
2.不合格品处理
厚度不足:重涂至达标,单次返工成本增加。
漏点超标:打磨后涂刷液体环氧涂料修补,某工程通过该方案使补口合格率提升至%。
附着力不足:整体返工,某企业因未严格执行该流程导致防腐层批量脱落。
3.成品验收与存储
出厂检验:每根管需通过外观、厚度、针孔检测,并留存检测记录。
抽样检测:每10km管段在500m、5000m、10000m处截取试样,进行阴剥离、抗冲击等型式检验。
存储条件:30℃以下阴凉干燥环境密封储存,避免日晒雨淋,储存期≤1年。
通过严格执行上述标准与流程,单层环氧粉末防腐管可实现涂层缺陷率<0.5%,使用寿命延长至30年以上。随着智能检测与大数据分析技术的应用,防腐层厚度控制正迈向全流程数字化、智能化,为城市能源动脉提供愈确定。