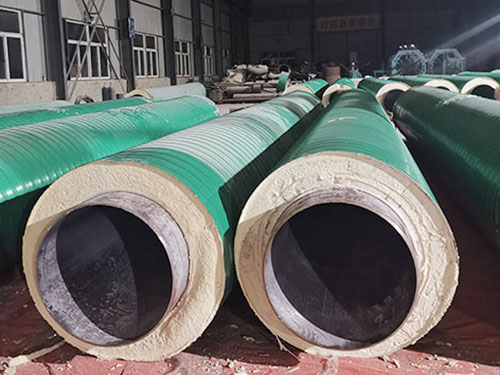
保温管厂家生产规格范围,保温管的主要生产工艺有两种,自动埋弧焊和自动高频焊,小口径采用的是高频焊接,大口径采用的是自动埋弧焊接,所以保温管主要生产规格范围在426mm-1800mm,但是426mm壁厚低于10mm价格不如高频的适当,壁厚超过15mm以上价格才适当。也可以说508mm以上价格较适当,但是426mm也能生产,只是年产量的少,毕竞用薄壁用的多。
输送管道在采购的时候都会告诉你采购需要的材质,(一般这种低压流体管道都是Q235B材质)然后会问钢管的执行标准是多少,普通流体的执行标准为GB/T3091-2015,工程实际打压会在30-40公斤左右,保温管是否可以达到,肯定是能达到的因为保温管的承压能力在50-60公斤左右,其实这种普通流体管道实际打压也就在25-30公斤之间,所有工程为了都会有富余量,避免出现不可控制的隐患。
扩径是一种利用液压或机械方式从钢管内壁加力使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且,在上的几条大口径直缝焊管制管线扩径工序都被采用,其工艺为:机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。
(1)初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管初步整圆。
(2)弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。
(3)名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是要求的成品管内圆周位置。
保温管来越普遍应用于化工、石油、电力、冶金、城市燃气和供热系统中,高温、有腐蚀、不好的及放射性介质的重要任务,且保温管管道应用的数量质量占有重要地位。
石油部设尺度一般都称做部标GB9711国标螺旋管,石油气工业输送钢管,一般低压流体输送用螺旋缝高频焊钢管(是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。桩用直缝焊接钢管是以热轧钢带卷作管坯。经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基本桩用钢管。
为提升保温管抗腐能力,延长产品使用寿命,因此对保温管需要进行酸洗、钝化表面处理,使表面形成一层保护膜。保温管淬透性较不错,可切削性良好,冷变形塑性及焊接性中等;另外钢在热处理时韧性减低不多,但却有相当高的强度和抗磨性,特别是水淬时仍有较不错的韧性;但是此钢对白点敏感性大,热处理时有回火脆性倾向及过热敏感性,强度、淬透性高,韧性不错,淬火时变形小,高温时有高的蠕变强度和长期强度。
保温管制作中可回收哪些能量?
(1)可燃性余能:一般是气体可燃物,作为燃料回收利用;
(2)流程余压:三种二次能源,在保温管生产流程中,所占比例高的二次可利用能源为可燃气体,余热部分次之,余压可回收二次能源比例小。而就钢铁行业二次能源现实的技术可实现的节能潜力来说,余热节能潜力大,可燃气体部分次之。
(3)余热:载热性余能,热能是能量利用具体形态中较常见的,在二次能源中的占比约为90%,因此余热是钢铁行业二次能量回收的;
保温管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。而且保温管在制造过程中,经过多道工序后,如果稍微不注意,都会在保温管表面留下伤痕,使零部件抗腐性能降低,直接影响使用寿命。
保温管进行酸洗是利用酸溶液去掉钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。酸洗用酸有硫酸、盐酸、磷酸和混合酸等。酸洗过程就是为了去掉表面氧化皮,后经过润滑处理(碳素钢-磷皂化,不锈钢-牛油石灰,铜铝管-涂油),用老工艺-镀铜),再进行拔制深加工。