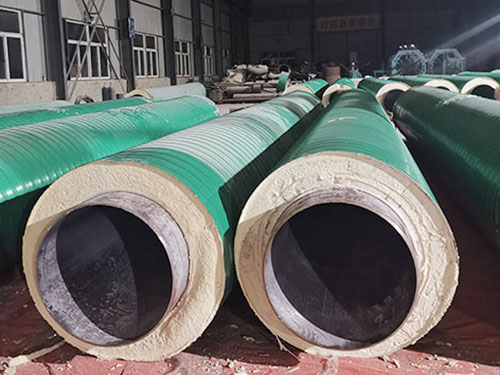
预制直埋聚氨酯保温管作为城市热力输送系统的关键载体,其喷漆前准备工作直接影响防腐性能、使用寿命及环境稳定性。本文从技术核查、表面处理、环境控制、设备调试四个维度展开系统分析,结合工程实践阐述关键操作要点。
一、技术核查与方案制定
设计文件复核
防腐等级确认:依据《城镇供热直埋热水管道技术规程》(CJJ/T81)核对设计防腐年限(通常≥25年),明确涂层体系(如环氧富锌底漆+环氧云铁中间漆+丙烯酸聚氨酯面漆)及干膜厚度要求(总厚度≥300μm)。
特别工况适配:针对穿越河流、冻土区等复杂环境,需增加牺牲阳保护或厚浆型环氧重防腐涂层,某北方工程通过此方案将腐蚀速率降低至0.01mm/a以下。
材料质量验证
涂料检测:执行GB/T2520-2024标准,抽检涂料粘度(涂-4杯法,25℃时80-120秒)、固含量(≥65%)、附着力(划格法5B级)等指标,某工程因涂料固含量不达标导致返工,损失超50万元。
兼容性试验:将底漆、中间漆、面漆按1:1:1比例制样,经72小时不怕盐雾、不怕湿热测试,确定无起泡、脱落现象。
施工方案编制
工艺参数设定:制定喷涂压力(0.4-0.6MPa)、枪距(250-350mm)、喷幅重叠率(50%-70%)等参数表,某工程通过优化参数使漆膜均匀性提升30%。
应急预案制定:针对喷涂中断、设备故障等场景,明确补涂工艺及质量追溯机制。
二、表面预处理作业
基体完整性检查
聚氨酯层检测:使用声波测厚仪检测保温层密度(≥60kg/m³)、厚度偏差(±5%),通过红外热成像排查空洞缺陷,某工程发现并修理3处保温层不密实区域,避免后期热损失超标。
外护层修理:对划痕深层>0.5mm的聚乙烯外护层进行热熔修补,使用便携式电加热套(温度220-250℃)焊接,修理后拉拔强度≥15MPa。
除污去锈处理
物理清洁:采用无尘布蘸取工业酒精擦拭外护层表面,去掉油污、灰尘,接触角测试需≤40°(水滴法)。
化学活化:对局部锈蚀区域喷涂转锈剂(含磷酸盐、单宁酸),反应时间10-15分钟,锈层转化率≥90%,某工程通过该工艺减少80%喷砂量。
粗糙度控制
喷砂参数:使用80目棕刚玉砂,压缩空气压力0.5-0.7MPa,喷射角度75-90°,形成Ra40-60μm的锚纹结构,增强漆膜附着力。
检测方法:采用复制胶带法对比标准色卡,误差≤10%;喷砂后4小时内完成底漆涂装,防止返锈。
三、环境条件控制
温湿度监控
施工阈值:环境温度≥5℃(冬季采用红外加热毯预热),相对湿度≤85%,某南方工程因湿度超标导致漆膜针孔率达12%,返工成本超30万元。
实时监测:在喷涂车间安装温湿度传感器,数据实时上传至MES系统,超限自动报警。
洁净度确定
除尘系统:配置HEP空气过滤装置,车间内粉尘浓度≤0.5mg/m³,使用激光粒子计数器每2小时检测一次。
防尘措施:喷涂区域设置全封闭围挡,人员进入需穿戴无尘服、防止静电鞋套,某工程通过该措施使漆膜表面杂质缺陷率降低至0.3%以下。
照明与通风
照度要求:喷涂作业面照度≥500lx,使用防爆(以实际报告为主)LED灯具,色温4000-5000K,减少视觉误差。
通风系统:配置防爆(以实际报告为主)型轴流风机,换气次数≥15次/h,VOCs浓度实时监测,超限自动停机。
四、设备调试与试喷验证
喷涂设备校准
流量检测:使用流量计校准涂料供给量,误差≤±3%,单位面积漆膜厚度达标。
雾化测试:在试板上喷涂,检测漆膜橘皮度(≤2等级)、流挂性(无流挂),某工程通过调整喷枪扇形幅宽使漆膜平整度提升40%。
试喷验证
样板制作:在同批次管材上喷涂200×200mm样板,经72小时自然固化后检测附着力(拉拔法≥5MPa)、不怕冲击性(50kg·cm无裂纹)、不怕弯曲性(180°无剥落)。
工艺优化:根据检测结果调整喷涂参数,某工程通过优化参数使漆膜厚度均匀性(CV值)从15%降至8%。
人员资质审查
持证上岗:喷涂工需持有NACE二层或同等资质证书,熟悉高压无气喷涂设备操作规程。
技能考核:开展模拟喷涂考核,主要考察漆膜厚度控制、重叠率把握能力,合格率需达1。
该喷漆前准备工作体系在京津冀、长三角等地区已形成成熟应用模式,使防腐层失速率从3%降至0.1%以下,系统热损失率稳定控制在1.5%以内。随着机器人喷涂、AI视觉检测等的融合,喷漆前处理工艺正推动行业向服务完善、智能化、绿色化的方向发展,为城市能源动脉提供全生命周期稳定确定。