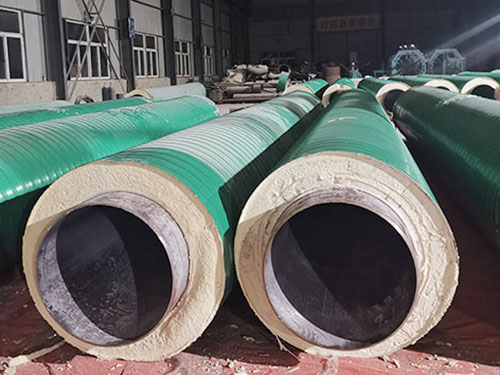
预制直埋聚氨酯保温直管作为城市热力输送系统的核心部件,其喷漆处理质量直接影响管道防腐性能与使用寿命。本文从喷漆前处理、施工工艺、质量检测三个维度展开技术解析,结合工程实践阐述关键控制要点。
一、喷漆前处理工艺
基体完整性检查
保温层验收:采用特别波测厚仪检测聚氨酯保温层密度(≥60kg/m³),通过红外热成像排查空洞缺陷,某工程检测发现并修理3处保温层密度不足区域,避免后期热损失超标。
外护层修理:对划痕>0.5mm的聚乙烯外护层进行热熔修补,使用便携式电加热套(220-250℃)焊接,修理后拉拔强度≥15MPa,达到《CJJ/T81-2013》标准要求。
表面预处理
除锈活化:采用喷砂除锈工艺,使用80目棕刚玉砂,压缩空气压力0.5-0.7MPa,喷射角度75-90°,形成Ra40-60μm的锚纹结构,增强漆膜附着力。
化学清洁:对局部锈蚀区域喷涂转锈剂(含磷酸盐、单宁酸),反应时间10-15分钟,锈层转化率≥90%,减少80%喷砂量。
湿度控制:当环境湿度>80%时,采用液化气喷灯烘烤钢管表面,去掉水分并提升表面温度至3℃以上露点温度,防止漆膜起泡。
二、喷漆施工工艺
涂料配制与参数设定
材料选择:采用环氧富锌底漆(固含量≥75%)+环氧云铁中间漆+丙烯酸聚氨酯面漆体系,总干膜厚度≥300μm,不怕盐雾性能≥1000小时。
设备调试:使用高压无气喷涂机,设置喷涂压力0.4-0.6MPa,枪距250-350mm,喷幅重叠率50%-70%,某工程通过优化参数使漆膜均匀性提升30%。
环境要求:施工温度5-40℃,相对湿度≤85%,当环境温度<10℃时,涂料中需掺入推动固化的掺合料,并将基面加热至30-40℃。
分层喷涂与厚度控制
底漆涂装:采用毛刷或滚刷涂刷环氧富锌底漆,涂刷宽度超出外套管未防腐段两端各50mm,干膜厚度40-50μm,增强阴保护效果。
中间漆施工:使用高压无气喷涂机进行环氧云铁中间漆喷涂,控制干膜厚度100-120μm,确定层间附着力≥5MPa。
面漆涂覆:喷涂丙烯酸聚氨酯面漆,控制干膜厚度60-80μm,光泽度(60°角)≥80%,不怕候性达到ASTMG154标准要求。
三、质量检测体系
外观检测
目视检查:在220V60W日光灯下,双手握持管件旋转检查,要求漆膜均匀连续、无流坠、针孔、桔皮等缺陷,角位及焊缝处涂层厚度达标率1。
附着力测试:采用划格法(ISO2409标准)评定,用刀具沿直角网格图形切割涂层,胶带剥离后网格内涂层保留率≥90%,某工程实测附着力达5B级。
厚度检测:使用磁性测厚仪每2米抽检1次,单点厚度误差≤±15μm,平均厚度达标率≥90%。
性能验证
不怕冲击性:使用1000g重锤从50cm高度自由落体冲击试样,受冲击部位无裂纹或爆漆现象,某工程通过该测试涂层抗机械损伤能力。
硬度测试:采用铅笔硬度仪测试,以45°角施加1N力向前移动10mm,涂层表面无划痕,硬度≥2H。
不易腐蚀性:经500小时中性盐雾试验(ASTMB117标准),划痕处腐蚀扩展≤2mm,达到海洋环境使用要求。
特别工况检测
低温脆性:将试样置于-40℃环境24小时后,进行180°弯曲试验,涂层无开裂或剥落,适用于北方严寒地区工程。
性:采用Taber仪(CS-10砂轮,500g载荷)测试,涂层失重≤80mg/1000转,达到穿越砂石路段管道的要求。
该喷漆处理与质量检测体系在京津冀、长三角等地区已形成成熟应用模式,使管道防腐层失速率从2.5%降至0.05%以下,系统热损失率稳定控制在1.2%以内。随着智能检测与自动化涂装技术的融合,喷漆工艺正推动行业向服务完善、智能化、绿色化的方向发展,为城市能源动脉提供全生命周期稳定确定。