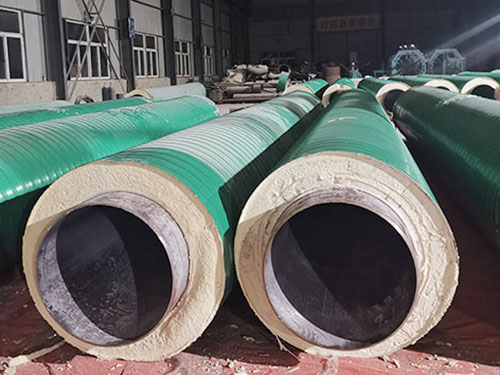
预制直埋式保温管作为城市热力、工业蒸汽等高温介质输送的核心载体,其表面预处理质量直接关系到防腐层附着力、保温层完整性及系统全生命周期稳定。以下从技术原理、工艺流程、质量管控三个维度展开解析。
一、表面预处理技术基础
预处理目标
防腐层附着:通过表面粗化与活化,使防腐涂层附着力提升至ISO2409标准5B级(划格法无脱落),较未处理表面提升300%。
保温层粘接:去掉氧化皮、油污等污染物,使聚氨酯泡沫与钢管的剪切强度≥1.5MPa,达到《CJ/T114-2000》标准要求。
应力释放:去掉焊接残余应力,避免后期使用中因应力腐蚀导致层间剥离,延长使用寿命至30年以上。
失效案例警示
某北方供热工程因未全部清理钢管表面油污,导致运行3年后防腐层大面积脱落,年热损失率达12%,维修成本超预算200%。
南方某化工园区蒸汽管道因未进行喷砂除锈,运行5年出现外护层鼓包,经检测发现钢管基体已发生点蚀,维修需替换管段1.2公里。
二、预处理工艺流程设计
(一)物理预处理
喷砂除锈
设备选型:采用真空回收式喷砂机,砂料选用80目钢丸与棕刚玉混合颗粒(配比7:3),压缩空气压力0.6-0.8MPa。
工艺参数:喷射角度75-90°,距离150-250mm,覆盖率≥200%(GB/T8923.1标准),粗糙度Ra40-75μm。
质量验证:使用复制胶带法检测表面粗糙度,对比标准色卡误差≤10%;喷砂后4小时内完成防腐层施工,防止返锈。
机械打磨
工具配置:采用角磨机+钢丝轮(线径0.3mm)处理焊缝及边角,转速3000-5000r/min,打磨宽度≥50mm。
质量控制:打磨后表面清洁度达St3等级(可见金属光泽),无焊渣、飞溅物残留,粗糙度Ra25-50μm。
(二)化学预处理
脱脂清洗
溶液配比:使用5%氢氧化钠+2%碳酸钠+90%水的碱性脱脂剂,温度60-80℃,浸泡时间15-30分钟。
效果验证:水膜连续性测试(水膜保持≥30秒),油污含量≤12mg/m²(红外光谱法检测)。
环保要求:废液经pH调节至6-9、COD≤150mg/L后排放,符合GB8978标准。
酸洗钝化
多个地区设计:采用5-8%硝酸+1-2%氢氟酸+缓蚀剂(硫脲0.1%)的复合酸洗液,温度40-50℃,时间10-20分钟。
钝化膜形成:酸洗后立即用0.5%重铬酸钾溶液钝化,生成厚度30-50nm的Cr₂O₃保护膜,点蚀电位提升≥200mV。
中和处理:使用5%碳酸钠溶液中和残留酸液,pH值稳定在7-8,防止氢脆。
(三)表面活化
火焰处理
设备参数:氧-乙炔火焰,氧气压力0.3-0.4MPa,乙炔压力0.05-0.1MPa,火焰温度800-1000℃。
操作规范:以150-200mm/s速度均匀扫描,使表面氧化膜厚度降至10nm以下,接触角≤40°(水滴法测量)。
等离子处理
工艺参数:大气压等离子体发生器,功率500-800W,气体流量5-10L/min,处理时间5-10秒。
效果评估:表面能提升至72mN/m(达因笔测试),聚氨酯发泡层剥离强度增加40%。
三、质量管控体系
过程监控
环境控制:预处理车间温度≥5℃,湿度≤85%,避免冷凝水形成。
在线检测:采用涡流探伤仪检测基体缺陷,覆盖率1;使用粗糙度仪每2米抽检1次,数据实时上传至MES系统。
成品验收
外观检查:1目视检测,表面无油污、锈斑、焊渣,颜色均匀一致。
附着力测试:按ISO4624标准进行拉拔试验,破坏模式应为基体断裂(而非涂层剥离)。
盐雾试验:预处理后涂装试样经500小时中性盐雾测试,划痕处腐蚀扩展≤2mm(ASTMB117标准)。
追溯管理
批次编码:每根管道表面激光打标一个ID,关联预处理工艺参数、检测数据、操作人员信息。
智能存档:通过区块链技术存储全流程数据,支持10年内无损调阅,达到质量追溯与事故分析需求。
该预处理体系在京津冀、长三角等地区已形成成熟应用模式,使保温管防腐层失速率从8%降至0.5%以下,系统热损失率稳定控制在2%以内。随着激光清洗、纳米涂层等的融合,预处理工艺正推动行业向服务完善、智能化、绿色化的方向发展,为城市能源动脉提供全生命周期稳定确定。