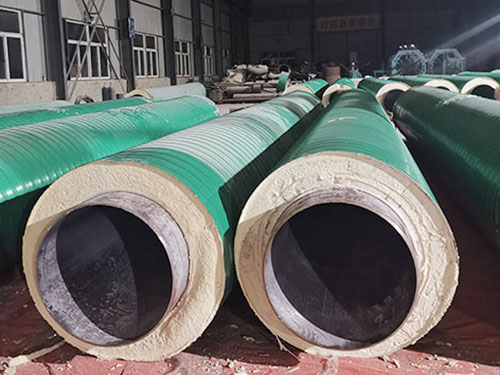
聚氨酯保温管的焊接工艺,聚氨酯保温管也就是市场上常说的聚氨酯保温管,焊管有很多种焊接工艺,有直缝焊接工艺也就是整根管子就一条直缝,还有一种焊接工艺为丁字焊,这种焊接工艺被称为卷管,我们接受的是聚氨酯保温管,这种一条直缝的焊接工艺,一般有一下几种,一种为埋弧焊接,是通过一种在焊接的时候,对焊缝进行保护的一种焊,也称为焊剂,都是属于自动化,将钢管推送到焊接轨道上面进行焊接的时,焊剂自动流入将要焊接的焊缝中,这时焊丝在进行自动焊接,这是就叫聚氨酯保温管埋弧焊。
聚氨酯保温管是由钢板卷制而成的,在卷制完成后需要进行焊接,一般进行三步的焊接,预焊,外焊,内焊。焊制完成后需要进行探伤检测。出入口的钢管需要进行坡口,刷漆,加管帽。根据客户的要求进行长度处理。一般就分为定尺长度和不定尺长度。主要的执行标准有GB/T3091,GB/T9711,API。其中GB/T9711分为三个部分:钢、B级钢、C级钢。聚氨酯保温管是一种用量大、性高的油气输送管道用钢管。埋弧焊聚氨酯保温管机组,成型机组形式有UOE、RBE、JCOE等。
主要的生产流程合格钢板-板边倒角-板边预弯-成型-JCOE成型-钢管接缝连续焊接-管内接缝弧焊接-管外接缝埋弧接-整圆及矫直-管端倒角及修平-焊缝波检查-不合格焊道修补-焊道X射线检查-水压试验-焊道波检查-不合格焊道修补-管内面干燥处理-管内面除锈处理-管内面防锈包覆处理-管外表面除锈处理-管外表面防锈包覆处理-成品。
聚氨酯保温管还有一种就是对材质人工焊接,人工焊接也是压力机将板材压制成桶状,让后在进行焊接,也是一条直缝,人工焊接相对来说在速率上比较慢,但是也是可以达到焊缝的探伤,电阻焊与埋弧焊采用的都是焊丝,而人工焊接才用的是焊条,焊条是根据钢板的材质来选用的,材质的钢板就会采用的焊条,这被称为人工聚氨酯保温管。
聚氨酯保温管会出现哪些腐蚀现象?
1、缝隙腐蚀:
缝隙腐蚀发生在缝隙处或者邻近缝隙的区域。这些缝隙是由于同种或异种金属相接触,或是金属与非金属材料相接触而形成的。缝隙处受腐蚀的程度远大于金属表面的其他区域。这种腐蚀通常是由于缝隙中氧的缺乏、缝隙中酸度的变化、缝隙中某种离子的积累而造成的。缝隙腐蚀是一种很普遍的腐蚀现象,儿乎所有的金属材料都可能发生缝隙腐蚀。法兰连接面、螺母紧压面、搭接面、焊缝气孔、锈层下以及沉积在金属表面的淤泥、积垢、杂质都会形成缝隙而引发缝隙腐蚀。
2、浓差电池腐蚀:
由于靠近电表面的腐蚀剂浓度的差异,而导致电电位不同所构成的腐蚀电池叫浓差腐蚀电池。地下大口径无缝钢管常见由于溶液(或土壤)中某一处与另一处的氧含量不同导致电电位不同而构成的腐蚀电池。氧浓度低的部位将成为阳区,腐蚀将加速进行。实际上,缝院腐蚀与浓差电池腐蚀的腐蚀机理有相同之处,但浓差电池腐蚀有较明显的阳和阴区。
3、点蚀点蚀:
发生在金属表面较为局部的区域内,造成洞穴或坑点并向内部扩展,甚至造成穿孔。若坑口直径小于点穴,称为点蚀:若坑口直径大于坑的,称为坑蚀。实际上,点蚀和坑蚀没有严格的界限。点蚀是具有破坏性的和隐藏的腐蚀形态之,它常常使得压力大口径无缝钢管在质量损失还很小的情况下就穿孔而产生泄漏。
4、全部腐蚀:
全部腐蚀也叫均匀腐蚀,这是大口径无缝钢管在大面积上产生的程度基本相同的腐蚀,如大口径无缝钢管内壁表面遭受介质的全部腐蚀,外壁裸露表面(或有涂料但已全部失效)遭受的大气锈蚀等。遭受全部腐蚀的压力大口径无缝钢管,壁厚逐渐波薄,然后遭到破坏。但相应均匀的腐使是不存在的,厚度的破游并非处相同。从工程的角度看,全部腐蚀并不是成胁很大的腐蚀形态,因为设计时已考虑足够的窗由格度,但均勾腐蚀会造成大口径无缝钢管路体承载能力下降,从而导致严重的运行事故。
聚氨酯保温管出厂前要经过的检测!
1、扩径:对埋弧焊聚氨酯保温管全长进行扩径以提升钢管的尺寸精度,并改进钢管内应力的分布状态;
2、预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
3、管端磁粉检验:进行此项检查以发现管端缺陷;
4、外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
5、声波检验Ⅱ:再次逐根进行特别波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
6、内焊:采用纵列多丝埋弧焊(多可为四丝)在聚氨酯保温管内侧进行焊接;
7、X射线检查Ⅰ:对内外焊缝进行X射线工业电视检查,采用图象处理系统以探伤的好用度;
8、倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
9、水压试验:在水压试验机上对扩径后的钢管进行逐根检验以钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
10、和涂层:合格后的钢管根据用户要求进行和涂层;
11、特别波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行检查;
12、X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片。