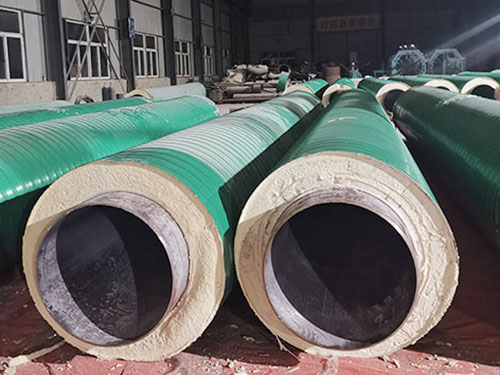
钢套钢蒸汽保温管是一种速率不错、节能的管道保温材料,普遍应用于城市集中供热、蒸汽输送等区域。其焊接生产工艺对于确定管道质量、提升施工速率以及确定后续运行稳定具有重要意义。以下是对钢套钢蒸汽保温管焊接生产工艺的详细阐述:
一、施工前准备
在施工前,起先需要对施工现场进行实地测量,并绘制深化图纸。根据图纸规定,对配件进行编号和排序,分段连接管段和封闭管段,以便运输和现场实测安装。同时,需要准备所需的焊接设备和材料,包括焊机、焊条、焊剂、磨光机等。此外,还需对焊接设备进行检查和试验,设备性能良好,不合格的设备严禁进入施工现场。
二、管道切割与坡口加工
管道的切割和坡口加工是焊接生产工艺的重要环节。一般采用氧-乙炔焰气割或砂轮切割等方法进行管道的切割。切割完成后,需用锉刀或砂轮清理干净管口氧化铁和油污等杂质。坡口的加工应确定角度和钝边厚度一致,坡口面光滑无氧化层。同时,对坡口两侧确定范围内的油污、铁锈和水分进行清理,确定露出金属光泽,确定坡口表面无裂纹、夹层等缺陷。
三、管道组对与点焊
管道组对前,应对管子端面的垂直度进行检查,对口间隙和坡口角度符合规范要求。壁厚相同的管组对时,其错边量不应超过壁厚的10%,且不大于1mm。不同壁厚的管组对时,应按要求加工过渡。管道组对时应清理管内和管间杂物,确定管道内壁齐平。点焊长度一般为10-15mm,高度为2-4mm,且应超过管壁厚的2/3。点焊应由焊接同管子的焊工进行,使用的焊条或焊丝应与正式焊接所用的相同。点焊完成后,应进行自检和互检,焊点无缺陷。
四、焊接施工
焊接施工是钢套钢蒸汽保温管生产的核心环节。焊接前,应对焊条和焊剂进行烘干处理,并在使用过程中保持干燥。焊接施工应严格按照焊接作业指导书的规定进行,包括焊接电流、电压、焊接速度等参数的设定。焊接过程中,应做好自检与互检工作,及时发现和解决焊接质量问题。多层焊接时,应确定层间接头错开,避免产生弧坑火口裂纹。每条焊缝应尽可能做到一次焊完,如需中断,应及时采取防裂措施,确认无裂纹后方可继续施焊。
五、焊缝检验与防腐处理
焊接完成后,应对焊缝进行外观质量检查,包括焊缝表面是否有气孔、裂纹、夹渣等缺陷。如有缺陷,应及时进行返修,并做好返修记录。同时,还需对焊缝进行射线探伤或声波探伤等无损检测,焊缝质量符合相关标准和规范的要求。防腐处理是确定管道长期运行稳定的重要环节。一般采用喷涂防腐涂料或缠绕防腐胶带等方法进行防腐处理。防腐处理前,应对管道表面进行清洁和除锈处理,确定防腐层与管道表面紧密结合。
六、施工稳定与质量控制
在施工过程中,应严格遵守稳定操作规程,施工人员的稳定和设备稳定。同时,应建立健全的质量管理体系,对焊接质量进行全过程控制。定期对焊接设备和材料进行检查和维护,确定施工质量和速率。
综上所述,钢套钢蒸汽保温管的焊接生产工艺涉及多个环节和要素,包括施工前准备、管道切割与坡口加工、管道组对与点焊、焊接施工、焊缝检验与防腐处理以及施工稳定与质量控制等。只有严格控制这些环节和要素,才能钢套钢蒸汽保温管的质量和性能符合相关标准和规范的要求,为用户提供优良的产品和服务。