制造预制保温管的成型方法有UOE成型法、排辊成型法(CFE)、CE成型等。对于绝大多数成型方法的后一道工序都是对焊接后管坯再进行一次全长扩径,以提升焊接钢管形。扩径成为大口径直缝焊管生产中成品管的一道重要工序。
预制保温管厂家生产规格范围,预制保温管的主要生产工艺有两种,自动埋弧焊和自动高频焊,小口径采用的是高频焊接,大口径采用的是自动埋弧焊接,所以预制保温管主要生产规格范围在426mm-1800mm,但是426mm壁厚低于10mm价格不如高频的适当,壁厚超过15mm以上价格才适当。也可以说508mm以上价格较适当,但是426mm也能生产,只是年产量的少,毕竞用薄壁用的多。
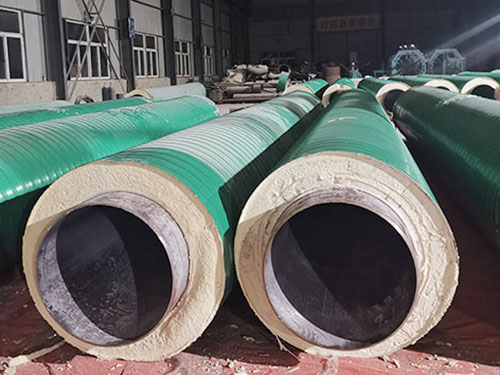
预制保温管是通过高频焊接机组将的规格的长条形钢带卷成圆管状并将直缝焊接而成钢管。钢管的形状可以是圆形的,也可以是方形或异形的,它取决于焊后的定径轧制。预制保温管的材料主要是:低碳钢及σs≤300N/mm2、σs≤500N/mm2的低合金钢或其他钢材。预制保温管高频焊接的生产工艺流程如下:
预制保温管在市场上具有其自身特别的特色。由于在焊接的时辰选用的工艺本钱对照低,并且利用铸造钢材、挤压、轧制以及拉拨钢材的制作工艺都是可以缔造而成的。且规格也是肯定的,在我国,石油化工行业、自来水工程行业、城市建设、电力工程等等,关于预制保温管都是有需要的。
在输油、输气管线防腐施工过程中,预制保温管表面办理是决策管道防腐运用寿命的主要要素之一,它是防腐层与预制保温管可否稳定融合的条件。防腐层的寿命除取决于涂层品种、涂覆品质以及施工环境等要素外,预制保温管的表面办理对防腐层寿命的波及约占50%,因而,应严格按照防腐层规范对预制保温管表面的要求,不停改进预制保温管表面办理方式。
预制保温管在预热变形中的方法:
1、模具规划描绘要正确,厚薄不要太悬殊,形状要对称,关于变形大模具要掌握变形规矩,预留加工余量,关于大型、细致凌乱模具可选用组合规划。对一些细致凌乱的模具可选用预先热处理、时效热处理、调质氮化热处理来控制模具的精度。在修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的设备以避免修补过程中变形的发作。
2、正确选材。对细致凌乱模具应选择质料好的微变形模具钢,对碳化物偏析严肃的模具钢应进行正确铸造并进行调质热处理,对大和无法铸造模具钢可进行固溶双细化热处理。正确选择加热温度,控制加热速度,关于细致凌乱模具可采用缓慢加热、预热和其他均衡加热的方法来减少模具热处理变形。
3、正确的热处理工艺操作和正确的回火热处理工艺也是减少细致凌乱模具变形的有用方法。细致凌乱模具的变形缘由往往是凌乱的,可是我们只需掌握其变形规矩,分析其发作的缘由,选用异常的方法进行避免模具的变形是可以减少的,也是可以控制的。
4、细致凌乱模具要进行预先热处理,去掉机械加工过程中发作的剩下应力。对细致凌乱模具,在条件容许的情况下,尽量选用真空加热淬火和淬火后的深冷处理。在确定模具硬度的前提下,尽量选用预冷、分级冷却淬火或温淬火工艺。