钢套钢蒸汽保温管堆放中应如何操作呢?
1、钢套钢蒸汽保温管垛底应垫高、平整,防止材料受潮或变形。
2、垛底垫高,若仓库为向阳的水泥地面,垫高O.1m即可;若为泥地,须垫高0.2~0.5m.若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m.
3、钢套钢蒸汽保温管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m。
4、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈。
5、露天堆放的钢套钢蒸汽保温管型钢,下面有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形。
6、垛与垛之间应留有相应的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m。
7、禁止在钢套钢蒸汽保温管垛位四周存放对钢材有侵蚀作用的物品。
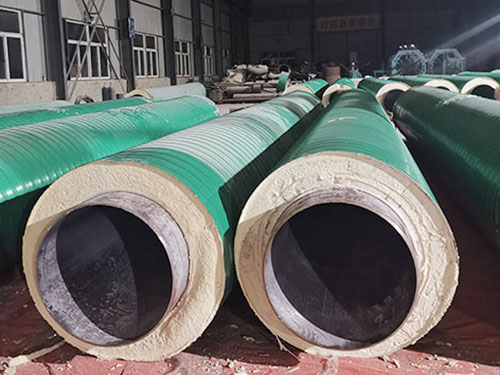
钢套钢蒸汽保温管适用于电厂、锅炉厂、化工,车、轮船的配件,主要用于液压支柱管,做液压缸套用等。钢套钢蒸汽保温管一般都是大批量生产,并且生产的规格多种,生产完的钢套钢蒸汽保温管该如何堆放呢?
正确的堆放钢套钢蒸汽保温管有利于保护钢套钢蒸汽保温管的质量,延长钢套钢蒸汽保温管寿命,防止变形,被侵蚀,做到有条理的堆放钢套钢蒸汽保温管,也有利于后期钢套钢蒸汽保温管的装车,盘点。钢套钢蒸汽保温管作为液体输送钢管的佳选择但是随着时间的增长,钢管损坏的几率也是很高的。这个时候,钢套钢蒸汽保温管的作用就显现出来了。
钢套钢蒸汽保温管是与螺旋钢管对立的一种钢管的焊接工艺。所以在市面上是斗劲常见的。这种钢管是采用与钢管的纵向相平行的焊接方式进行焊接的,这种钢套钢蒸汽保温管的焊接由于工艺斗劲简单,而且焊接的成本斗劲低,在出产时候能够达到高的速率,而也是应用相当普遍的。
同样的直径和长度。钢套钢蒸汽保温管是因为其本身怪异的特点。由于在焊接的时候采用的工艺成本斗劲低,而且操作锻造钢材、挤压、轧制和拉拨钢材的建造工艺都是可以制造而成的,且规格也是确定的,所觉得普遍的运用供给了可能性。
钢套钢蒸汽保温管的高频焊接是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。高频焊是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能等优点,因此在钢套钢蒸汽保温管的生产中受到普遍的应用。
钢套钢蒸汽保温管焊接工艺及要求:
1、预焊前先检验坡口尺寸,包括间隙、钝边、角度及错口等是否符合工艺要求。
2、对焊接环境进行监督,当焊接环境不好(温度低于0℃、相对湿度大于90%)时应采取相应措施后进行焊接。
3、监督焊接人员在补焊时是否先将熔渣清理干净、是否已全部处理接头,坡口处是否有油、铁锈、渣、水、漆等污物。
4、监督焊接人员在埋弧自动内外焊接时充足利用钢套钢蒸汽保温管管端引弧板长度,增加内外焊接时引弧板的使用速率,这有助于提升管端焊接。
5、在埋弧自动内外焊接过程中选用的焊接电流、焊接电压、焊接速度等工艺参数是否正确。
6、根据焊接工艺规程复核焊丝和焊剂的规格是否正确,防止错用焊丝和焊剂而造成焊接事故。