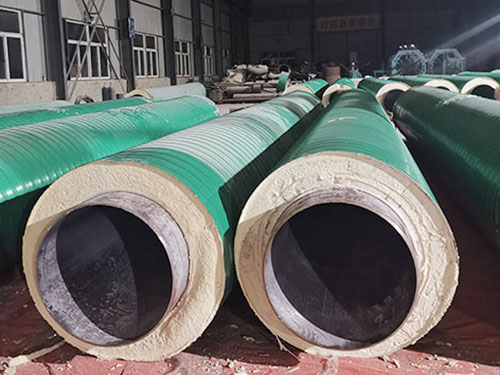
单层环氧粉末防腐钢管外护层作为管道防护体系的核心组成部分,其加工质量直接决定管道的不易腐蚀性能与使用寿命。该工艺通过静电喷涂技术将热固性环氧粉末均匀涂覆于钢管表面,形成具有高附着性、高致密性的防腐层。以下从工艺流程、技术参数、质量管控三个维度展开系统性分析。
一、标准化工艺流程
1.钢管预处理
表面清洁:采用喷砂或抛丸工艺将钢管表面处理至Sa2.5级,锚纹控制在50-80μm,无油污、锈蚀及氧化皮残留。某工程因锚纹深层不足导致涂层附着力下降,返工成本增加。
微尘清理:通过旋风吸尘器二次清洁表面,并在4小时内完成喷涂作业,防止返锈。某项目因未及时喷涂导致表面污染,涂层合格率降低。
端部保护:预留100-120mm非防腐区,并使用可拆卸端盖保护螺纹或坡口,避免喷涂污染。
2.静电喷涂作业
粉末流化:环氧粉末在流化床内通过0.3-0.5MPa压缩空气充足流化,颗粒带负电后进入喷枪系统。某企业通过优化流化参数,使粉末利用率提升。
双枪同步喷涂:采用双排喷枪同步作业,喷枪电压60-120kV,出粉量50-100g/min,确定涂层厚度均匀性。某工程通过该工艺使厚度偏差控制在±5%以内。
余热固化:利用钢管预热至220-240℃的余温完成固化,固化时间≤1.5分钟。特别工况下可增加180℃烘烤5分钟,避免固化不足。
3.后处理与检测
冷却定型:采用分段循环水冷却,水温≤60℃,避免急冷导致涂层开裂。某项目因冷却速度过快导致涂层剥离率增加。
针孔检测:按5V/μm计算电压进行电火花检漏,外径<325mm管道每米漏点数≤1个,外径≥325mm管道每平方米漏点数≤0.7个。
厚度复检:使用磁性测厚仪与声波测厚仪交叉验证,每根管随机取3个位置,每个位置测4点,85%测点需达标,小厚度不低于设计值的85%。
二、关键技术参数控制
1.材料性能指标
粉末特性:密度1.3-1.5g/cm³,不挥发物含量>.4%,磁性物质含量<0.002%,涂层致密性。
固化参数:230℃下胶化时间≤30秒,固化时间≤1.5分钟,避免因固化不足导致涂层脆化。
不怕温范围:适应-30℃至80℃环境,高温型(H型)可长期不怕受80℃介质,适用于供热管道等场景。
2.设备校准规范
喷枪参数:喷枪距钢管表面距离200-300mm,喷涂角度60-90°,出粉量波动范围≤±5%。某企业通过定期校准设备,使涂层厚度一致性提升。
中频预热:使用KGPS-750uw中频机,温度控制精度±5℃,避免过热导致涂层黄变。
输送链速:根据管径调整链速,DN100-DN300管道链速控制在1.5-2.5m/min,确定涂层固化时间。
三、全过程质量管控
1.在线监测与数据追溯
厚度监控:采用螺旋测微仪实时反馈涂层厚度,动态调整喷枪参数。某工程通过该系统使厚度超差率降低。
视频追溯:在喷涂室与固化炉安装高清摄像头,记录每根管喷涂参数与固化曲线,实现质量追溯。
环境监控:车间温湿度控制在25℃±5℃、湿度≤65%,避免因环境波动导致涂层流平性差。
2.不合格品处理
厚度不足:重涂至达标,单次返工成本增加,但可避免后期泄漏风险。
漏点超标:打磨后涂刷液体环氧涂料修补,某工程通过该方案使补口合格率提升至%。
附着力不足:整体返工,某企业因未严格执行该流程导致防腐层批量脱落。
3.成品存储与运输
存储条件:30℃以下阴凉干燥环境密封储存,避免日晒雨淋,储存期≤1年。
运输防护:采用用托架固定,管端加装防撞护套,避免运输过程中的机械损伤。
标识管理:打印管号、防腐等级、检测日期等信息,便于质量追溯与现场安装。
通过严格执行上述工艺标准与技术参数,单层环氧粉末防腐钢管外护层可实现涂层缺陷率<0.5%,使用寿命延长至30年以上。随着智能检测与数字化管理技术的应用,防腐层加工质量正迈向全流程可控、可追溯的智能化新阶段,为油气输送、城市管网等工程提供愈的防腐确定。