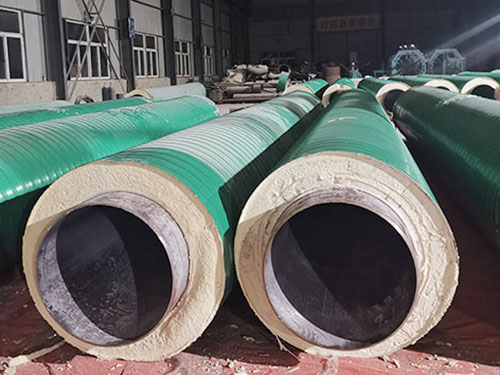
三层聚乙烯(3PE)防腐管是一种速率不错的防腐管道,普遍应用于石油、自然气、化工等行业中,其不错的防腐性能和长时间的使用寿命得了普遍的认同。制作三层聚乙烯防腐管需要严格控制多个要素,以其质量和性能。以下将详细探讨三层聚乙烯防腐管制作的关键要素。
一、原材料选择与质量控制
三层聚乙烯防腐管的主要原材料包括钢管、环氧粉末(FBE)、胶粘剂(AD)和聚乙烯(PE)。钢管作为基材,其材质、规格和尺寸应符合相关标准和设计要求。在选择钢管时,应优先考虑无缝钢管、螺旋钢管或直缝钢管等质量不错产品。同时,钢管表面应无明显的缺陷,如裂缝、孔洞、严重的弯曲等。
环氧粉末、胶粘剂和聚乙烯等涂层材料也应选择优良产品,以确定涂层具有良好的不易腐蚀性、抗水气渗透性和力学性能。这些材料在使用前应进行严格的质量检测,包括外观检查、化学成分分析、物理性能测试等,以其达到相关标准和要求。
二、钢管预处理
钢管预处理是制作三层聚乙烯防腐管的重要步骤之一。预处理包括除锈、表面清洁与粗糙度调节、预热等工序。
除锈是预处理的主要任务,通常采用喷砂除锈或抛丸除锈的方式。喷砂除锈是利用压缩空气将磨料喷射到钢管表面,去掉铁锈、氧化皮和油污等杂质。抛丸除锈则是通过抛丸机将弹丸抛射到钢管表面进行除锈。除锈后的钢管表面应达到相应的清洁度和粗糙度标准,以增强涂层与钢管表面的附着力。
表面清洁与粗糙度调节后,钢管应进行预热处理。预热温度通常控制在一些范围内,以使后续涂覆的环氧粉末能够良好地熔化、流平并附着在钢管表面。预热设备可以是中频感应加热设备或燃气加热炉等。
三、涂层涂覆与固化
涂层涂覆是制作三层聚乙烯防腐管的关键步骤之一。涂覆包括环氧粉末喷涂、胶粘剂涂覆和聚乙烯涂覆三个层次。
环氧粉末喷涂通常采用静电喷涂的方式。静电喷涂是利用高压静电发生器使环氧粉末带电,在电场力的作用下,粉末被吸附到接地良好的钢管表面。喷涂过程中应准确控制粉末的输送速度和涂层厚度,确定涂层均匀、无缺陷。
胶粘剂涂覆一般采用挤出缠绕的方式。熔融的胶粘剂通过挤出机的模头挤出后,均匀地缠绕在固化后的环氧粉末涂层表面。在缠绕过程中,要控制好胶粘剂的挤出速度和缠绕张力,以胶粘剂层的厚度均匀且紧密结合。
聚乙烯涂覆同样是通过挤出机将聚乙烯颗粒加热熔化后均匀地挤出并包覆在胶粘剂层表面。聚乙烯层的厚度和均匀性对防腐性能有重要影响,因此应严格控制挤出速度和温度等参数。
涂层涂覆完成后,应进行固化处理。固化温度和时间应根据涂层厚度和钢管规格等因素确定。固化过程中应确定加热设备内的温度均匀分布,以确定涂层能够充足固化并形成坚硬、致密的防腐层。
四、质量检测与验收
制作完成后的三层聚乙烯防腐管应进行全部的质量检测与验收。质量检测包括外观检查、厚度检测、附着力检测和电火花检测等。外观检查主要检查涂层是否有划伤、破损、气泡等缺陷;厚度检测使用涂层测厚仪检查各层厚度是否符合要求;附着力检测通过划格法或剥离试验检查防腐层与钢管的附着力;电火花检测用于检查聚乙烯层是否有针孔等缺陷。
只有经过严格检测合格后的三层聚乙烯防腐管才能进入成品库或用于工程施工。这些质量检测与验收步骤了产品的质量和性能符合相关标准和要求,从而确定了其在实际应用中的性和稳定性。