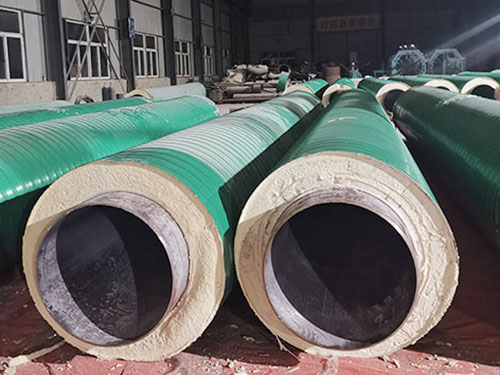
三层聚乙烯(3PE)防腐管是一种速率不错、的防腐管道,普遍应用于石油、自然气、化工、城市供水排水等区域。其防腐性能主要得益于其特别的三层结构:底层为环氧粉末,中间层为胶粘剂,外层为聚乙烯。而喷漆处理,作为3PE防腐管生产过程中的重要环节,对于确定管道防腐层的均匀性、附着力和不怕腐蚀性具有重要的作用。以下将详细阐述三层聚乙烯防腐管的喷漆处理过程及其相关要点。
一、喷漆处理前的准备工作
在喷漆处理前,需要做好充足的准备工作。起先,对钢管进行严格的表面预处理,这是喷漆处理的基础。表面预处理通常采用喷砂除锈的方式,以去掉钢管表面的铁锈、氧化皮、油污等杂质,使钢管表面达到相应的清洁度和粗糙度。清洁度一般要求达到Sa2.5级或愈高,即钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,仅允许存在点状或条纹状的轻微色斑。同时,钢管表面粗糙度(Ra)值应控制在一些范围内,以增强涂层与钢管表面的附着力。
其次,根据环氧粉末的类型和涂装要求,对钢管进行预热处理。预热温度需符合环氧粉末涂料的要求,但不可以超过其高不怕受温度,以确定涂料在喷涂过程中能够充足流淌并浸润钢管表面。预热处理还可以提升涂料的固化速度和固化质量。
二、喷漆处理过程
1.环氧粉末喷涂
环氧粉末作为3PE防腐管的底层,具有不错的附着力和防止腐蚀性能。喷涂时,采用静电喷涂的方式,将环氧粉末均匀地涂覆在预热后的钢管表面。静电喷涂利用高压静电场使粉末带电,然后吸附在接地的钢管表面。喷涂过程中,需严格控制喷涂参数,如电压、电流、粉末流量等,以涂层的均匀性和厚度。环氧粉末底层厚度一般控制在30-50μm之间。
2.胶粘剂涂覆
胶粘剂作为3PE防腐管的中间层,主要作用是将环氧粉末层和外层聚乙烯紧密地粘结在一起。涂覆时,通常采用挤出机进行涂覆,确定胶粘剂均匀地覆盖在环氧粉末层上,且无气泡、无褶皱。胶粘剂层厚度一般控制在170-250μm之间。涂覆过程中,需严格控制胶粘剂的挤出速度和挤出量,以胶粘层的均匀性和厚度。
3.聚乙烯包覆
聚乙烯作为3PE防腐管的外层,具有良好的不怕候性、蚀性和抗机械损伤能力。包覆时,采用挤出机将聚乙烯颗粒加热熔化后,包覆在胶粘剂层上。包覆过程中,需确定聚乙烯层与胶粘剂层紧密贴合,且厚度均匀。聚乙烯层厚度一般根据具体的使用要求和环境而定,一般在2-3mm左右。在包覆完成后,还需对管道进行冷却处理,以聚乙烯层能够固化并定型。
三、喷漆处理后的质量检测
喷漆处理后,还需对3PE防腐管进行严格的质量检测。这包括涂层厚度检测、外观检测、附着力检测、电火花检测等。涂层厚度检测采用磁性测厚仪或特别波测厚仪进行测量,确定各层涂层的厚度符合设计要求。外观检测主要检查涂层表面是否平整、光滑、无裂纹、无气泡等缺陷。附着力检测采用划格法或拉拔法进行测试,涂层与钢管表面之间的附着力达到规定标准。电火花检测则用于检查涂层是否存在针孔等缺陷。
综上所述,三层聚乙烯防腐管的喷漆处理是一个复杂而细致的过程,涉及表面预处理、预热处理、各层涂料的喷涂与涂覆、冷却定型以及质量检测等多个环节。通过严格的工艺控制和质量检测,可以确定3PE防腐管具有不错的防腐性能和机械性能,达到各种恶劣环境下的使用要求。