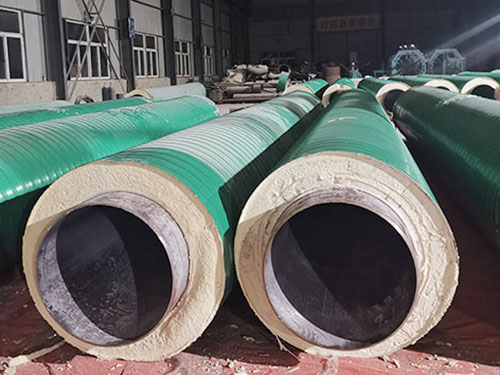
预制直埋保温管是一种新型的管道产品,由内层钢管、保温层和外层钢管(或防腐层)组成,具有保温效果不错、传热系数低、使用寿命不错等特点,普遍应用于供热、供冷、石油、化工等区域。其焊接方法是连接管道的重要环节,直接关系到管道的质量和性。以下是对预制直埋保温管焊接方法的详细解析。
一、焊接前的准备工作
在进行预制直埋保温管的焊接之前,需要进行一系列的准备工作,以焊接过程的顺利进行和焊接质量。
清洁管道表面:去掉油污、杂质和氧化物,确定焊接区域干净。这有助于减少焊接缺陷,提升焊缝的质量。
放样和对接:根据设计要求和管道布置,进行放样和对接工作。放样是指根据管道的长度和弯曲角度确定焊接位置和角度。对接是将相邻的管道端口对准,并进行临时固定,以焊接时管道的稳定性。
预热:在进行焊接之前,需要对管道进行预热。预热可以提升焊接区域的温度,减少焊接应力和冷裂风险。预热温度一般根据材料和规范要求确定。
二、焊接方法的选择
预制直埋保温管的焊接方法有多种,包括双面焊、单面焊和多层焊等。具体选择哪种焊接方法,应根据管道的使用要求和实际情况来确定。
双面焊:将钢管的两侧均进行焊接,使钢管的连接处愈加。这种方式适用于压力大的管道,因为双面焊可以提供愈高的强度和密封性。
单面焊:只将钢管的一侧进行焊接,通常用于低压、低温的管道连接。单面焊相对简单,但强度和密封性可能不如双面焊。
多层焊:在焊缝部位进行多次焊接,增强连接部位的强度。多层焊适用于高压、高温的管道连接,因为多层焊可以提供愈高的强度和良好的不怕乏性能。
三、焊接操作过程
在进行预制直埋保温管的焊接操作时,需要控制焊接电流、焊接速度和焊接温度等参数,以确定焊接质量和焊缝的完整性。
选择焊接方法:根据管道的要求和实际情况,选择适当的焊接方法。
控制焊接参数:根据焊接方法和材料特性,调整焊接电流、焊接速度和焊接温度等参数。这些参数的选择对焊缝的质量和性能有重要影响。
进行焊接操作:在焊接过程中,需要保持焊缝的连续性和完整性,避免出现夹渣、未熔合等缺陷。同时,需要控制焊接变形和残余应力,以管道的整体性能。
四、焊后处理与检测
焊接完成后,需要进行焊后处理和检测,以确定焊缝的质量和完整性。
焊后处理:包括除渣、打磨焊缝、清洁焊接区域等。这些操作有助于去掉焊缝表面的缺陷和杂质,提升焊缝的外观质量和不易腐蚀性。
焊缝检测:进行需要的非破坏性检测,如特别波检测和射线检测等。这些检测可以发现焊缝内部的缺陷和裂纹,焊缝的质量和性。
综上所述,预制直埋保温管的焊接方法需要根据管道的使用要求和实际情况来选择。在焊接过程中,需要严格控制焊接参数和焊接质量,以确定焊缝的完整性和性。同时,焊后处理和检测也是焊缝质量的重要环节。通过的焊接方法和严格的质量控制,可以确定预制直埋保温管在实际应用中表现出正确的性能和长时间的使用寿命。