直缝焊管的焊接工艺,直缝焊管也就是市场上常说的直缝焊管,焊管有很多种焊接工艺,有直缝焊接工艺也就是整根管子就一条直缝,还有一种焊接工艺为丁字焊,这种焊接工艺被称为卷管,我们接受的是直缝焊管,这种一条直缝的焊接工艺,一般有一下几种,一种为埋弧焊接,是通过一种在焊接的时候,对焊缝进行保护的一种焊,也称为焊剂,都是属于自动化,将钢管推送到焊接轨道上面进行焊接的时,焊剂自动流入将要焊接的焊缝中,这时焊丝在进行自动焊接,这是就叫直缝焊管埋弧焊。
直缝焊管还有一种叫电阻焊,电阻焊是利用电流通过焊件及接触处多场所产生的电阻热。将焊件局部加热到塑性或熔化状态,然后在压力下形成焊接,他的焊接工艺速率特别高,焊接变形小,不需另加焊接材料,比较容易操控。
直缝焊管还有一种焊接工艺为电阻焊,电阻焊与埋弧焊的工艺有着很多的不同,唯有一点相同的就是都是一条直缝,刚刚我们将到的埋弧焊是利用焊剂进行焊接的,而电阻焊是利用电流对钢管焊缝接触处产生电阻热对分析局部热源加热,同时进行合缝加压这样进行焊接的,在焊接时,不需要填充金属,多钢管的整体不会造成变形,也是自动化,焊接,这被称之为高频电阻焊。
直缝焊管厂家能生产的口径规格在219mm-1440mm,厚度能生产到40mm-50mm,规格1440mm以上的直缝焊接就要采用双焊缝了,也就是称为双面埋弧焊,直径超过1800mm的钢管就要采用螺旋了。
直缝焊管这几种焊接工艺主要用途为,打桩用,船舶用,石油管道用,气管道用,饮水输送管道,污水排放管道,抽瓦斯用,桥梁用,钢结构用等。
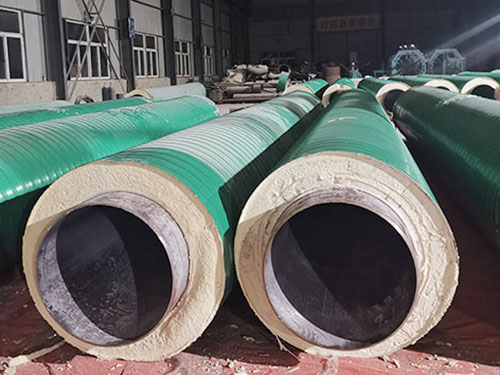
直缝焊管的高频焊接过程是在高频焊管机组中完成的。高频焊管机组通常由滚压成型、高频焊接、挤压、冷却、定径、飞锯切断等部件组成,机组的前端配有储料活套,机组的后端配有钢管翻转机架;电气部分主要有高频发生器、直流励磁发电机和仪表自动控制装置等组成。热扩直缝焊管指的是在直缝焊管的基础上通过扩径技术进行扩大达到客户所需要的用途。
直缝焊管有两种工艺双面埋弧焊和高频焊接,双面埋弧焊可以制作直径达1500左右的直缝焊管,我们现在所说的扩管主要是指高频焊管,有两点原因高频焊管本身的生产口径比小,所以要扩大。
直缝焊管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。预制直埋保温管的检测方法如下:
1、直缝焊管受压容器的强度检验:
受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验为好用和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,遵守相应的技术措施,以防试验过程中发生事故。
2、直缝焊管物理方法的检验:
物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有波探伤、射线探伤、渗透探伤、磁力探伤等。
3、致密性检验:
贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。
4、从表面上判断,也就是在外观检验:
直缝焊管焊接接头的外观检验是一种手续简便而又应用普遍的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。